
通过展示用户在不同环境下使用(江泰)P22无缝钢管用心服务产品的场景,视频充分证明了产品的适应性和稳定性,为您提供了有力的购买依据。
以下是:(江泰)P22无缝钢管用心服务的图文介绍

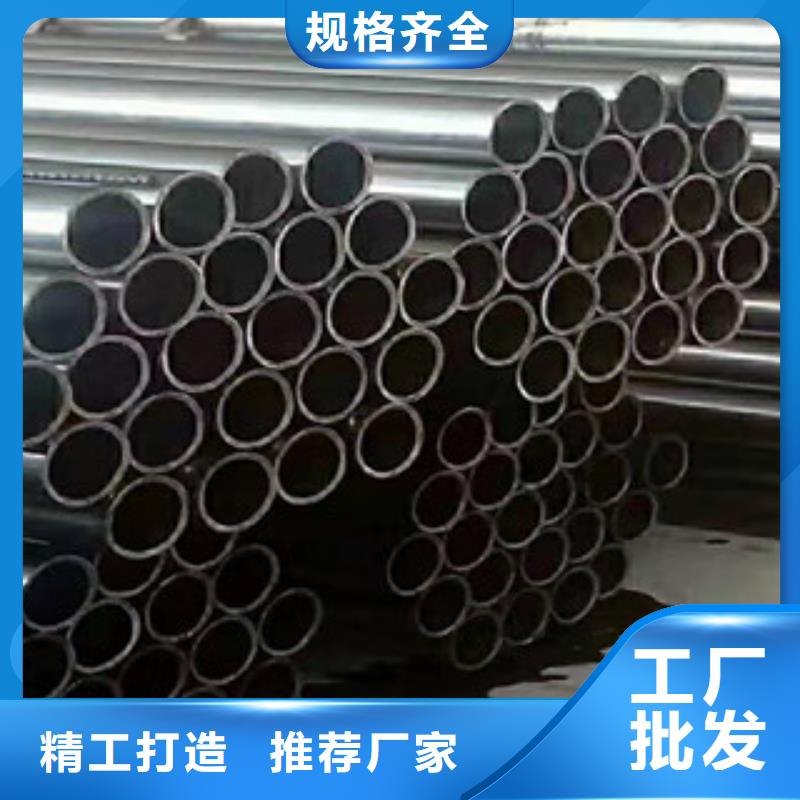
15crmo
江泰钢材(岗巴县分公司)
各地实施精密钢管企业分类管理,按照污染排放绩效水平,制定错峰限停产方案。石家庄、唐山、邯郸、安阳等重点城市,采暖季精密钢管产能限产50%,以高炉生产能力计,采企业实际电量核实。采暖期50%高炉限产,对精密钢管市场影响巨大,现在钢厂库存量呈低位,若后期再采取高炉限产,也就意味着后期钢厂供量也不会有明显,那么供量会力挺价格上涨,自然精密钢管行业长后期来说以涨为主。精密管淡季时间大约是6月份和7月份,但是今年市场是不景气,持续时间是特别长,因此在对于精密管而言,受产能过剩和地条钢综合影响下治理起来还是比较乱,厂家受到影响和打击也是比较大,因此在厂?。国内南方地区受到厄尔尼诺现象影响,精密管需求逐步进入淡季5-8月份是市场公认消费淡季,实际需求开始现回落;另外由于4月份利润明显好转,复产高炉及设备明显增多,导致供也是现明显增加,虽然价?。
P22无缝钢管用心服务")
厂家实力
多年15crmo行业经验源头工厂只为您提供更优质的产品
P22无缝钢管用心服务")
优选原材
15crmo材料严格筛选确保品质出厂经过多层质检
P22无缝钢管用心服务")
按需定制
15crmo款式多样一站式采购多年贴心售后
15crmo的图文介绍
工艺精良加工定制
P22无缝钢管用心服务")
工厂直销,价格可议。多年 15crmo行业生产经验,保持稳定的产品质量,从原料到出厂,严格把关每一个流成,工艺严格技术成熟,保持 15crmo产品质量稳定。

产品案例图
PRODUCT REAL SHOT DISPLAY
P22无缝钢管用心服务")
P22无缝钢管用心服务")
P22无缝钢管用心服务")
P22无缝钢管用心服务")
P22无缝钢管用心服务")

江泰钢材(岗巴县分公司)